


![]()

レールの継目をなくすことができるロングレールが軌道の主流となっています。このロングレールに欠かせないのがレール溶接です。当社では、4種類の溶接を実施しており、施工順序や施工場所などによって使い分けています。

ガス圧接
ガス圧接は、2本のレールを突き合わせて接続部分を加熱軟化させ、軸方向に圧力を加えて接続する方法です。加熱温度を鋼の溶融点以下(最高1300℃以内)に抑え、レールを溶融させないで接合することで接合部の強度が母材と極めて近くなり、強固につなぎ合わせることが可能です。また、接合時間も約6分と比較的短く、安定した強度が得られます。当社では基地における溶接や新線建設時などの現場溶接にこの方法を使用しています。

ゴールドサミット溶接
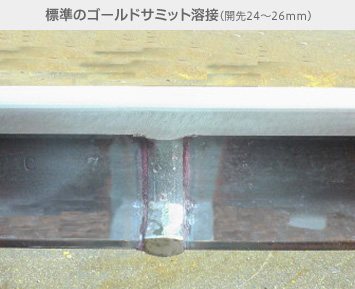
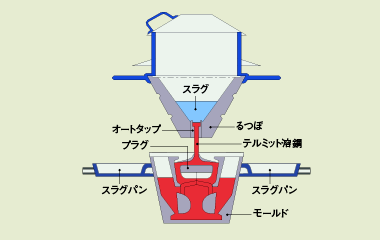
ゴールドサミット溶接は、一定間隔(25±1㎜)を設けたレール接合部を乾燥型の鋳型で囲み、ルツボ内で酸化鉄とアルミニウムの粉末溶剤を化学反応させて、生成した溶鋼を鋳型内に流し込み溶接するテルミット溶接の一種です。この溶接法はドイツで開発され、当社が関西で初めてこの技術を導入しました。
ワイドギャップゴールドサミット溶接
ワイドギャップゴールドサミット溶接とは、広い(ワイド)開先間隔(ギャップ)で行なえる溶接法です。通常のゴールドサミット溶接の開先間隔が24~26㎜であるのに対し、ワイドギャップ法では70~75㎜と約3倍の開先間隔で溶接することが可能です。
<ワイドの用途と利点>
ワイドギャップ溶接は開先間隔が広いため、表面傷あるいは内部傷を発生したレール中間部や溶接部を撤去するために利用することができます。従来は損傷箇所を切断し、短レールを挿入して両端2箇所の溶接が必要でしたが、本法を用いれば溶接1箇所ですみ、溶接部管理の軽減、コストの節減を図ることが可能です。